
Introduction
Filament is, by nature, hygroscopic, meaning it absorbs water from the surrounding environment. While different polymers take on moisture at different rates, all commonly used 3D printing filaments are affected to some extent. This characteristic is often overlooked, yet it plays a critical role in print quality, mechanical performance, and overall reliability.
When filament contains excess moisture, a number of issues can arise:
- Stringing and oozing
- Bubbling or surface defects
- Reduced part strength
- Dimensional inaccuracy
- Partial or complete print failure
What actually happens when filament is wet?
Bubbling occurs when absorbed water turns into steam inside the hot end during extrusion. The rapid expansion of this steam creates small pockets of gas that appear as bubbles or pitting on the surface of the printed part.
More importantly, this phase change causes unstable and unpredictable pressure within the hot end. Because the printer relies on consistent pressure to control extrusion and retraction, this instability makes accurate retraction impossible. The result is stringing: material continues to ooze from the nozzle during travel moves, leaving fine strands across the print.
This same pressure inconsistency also affects extrusion width and flow rate, leading to poor dimensional accuracy. With uneven layer deposition and internal voids caused by steam, the structural integrity of the part is significantly reduced. In severe cases, prints may fail entirely, potentially leading to nozzle clogs, hot-end contamination, or other maintenance issues.
Preventing moisture-related issues
The good news is that these problems are largely preventable. Proper storage dramatically slows moisture absorption, and even filament that has already absorbed water can often be restored by drying it at the correct temperature for an appropriate length of time. This is particularly important as some spools may arrive partially saturated straight from the manufacturer or supplier.
One of the simplest and most effective storage methods is the use of vacuum-sealed bags combined with silica gel. The sealed environment prevents additional humidity from reaching the spool, while the desiccant absorbs any residual moisture inside the bag. However, this solution only works when the filament is not actively being used.
During printing, a dedicated dry box is a far more practical solution. These enclosures allow the spool to rotate freely while feeding filament through PTFE fittings, maintaining a low-humidity environment throughout the entire printing process.
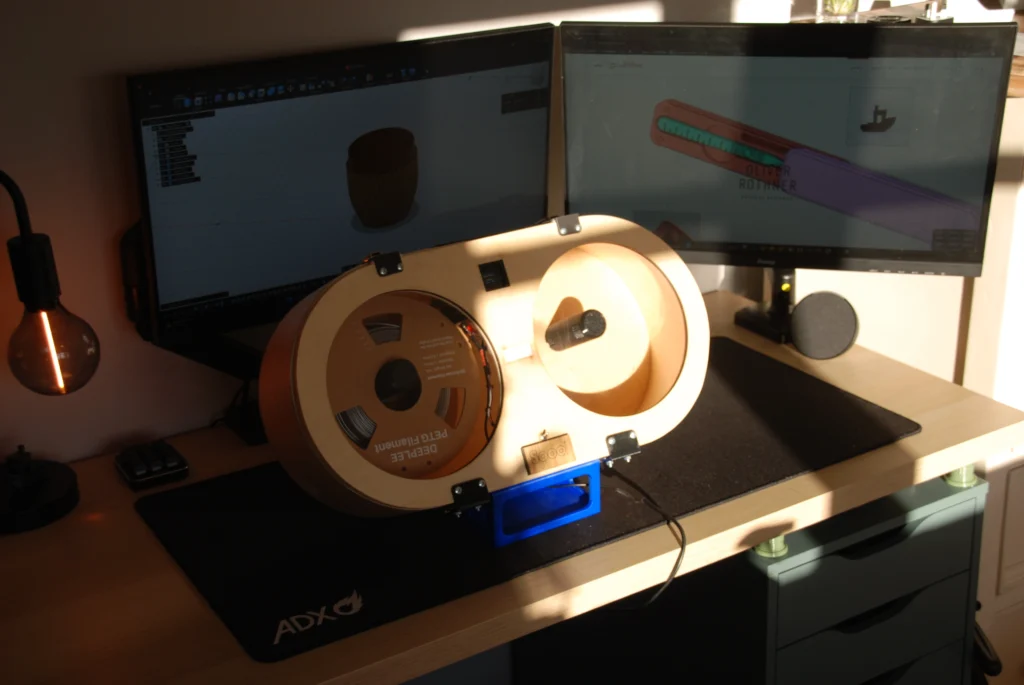
As my final A-Level project, I designed and built a specialised dry box called SPOOL, which received an A* grade.
SPOOL is capable of housing two spools simultaneously, making it suitable for multi-colour printing or supplying multiple printers. The removable spool holders are designed to be filled with silica gel, increasing the system’s ability to absorb humidity.
At the core of the unit is an embedded microcontroller that continuously monitors internal temperature and humidity using multiple sensors. System status is communicated visually via a NeoPixel indicator, which changes colour depending on the operating state.
The enclosure also incorporates a PTC heater capable of reaching temperatures up to 100 °C, paired with an internal fan to ensure even air circulation around the spools. Two PTFE fittings at the base allow filament to exit without compromising the controlled internal environment. When connected to the printer via PTFE tubing, this creates a fully enclosed filament path from storage to extrusion, maintaining ideal conditions at all times.
By controlling both humidity and temperature, SPOOL ensures consistent material performance, improved print quality, and reduced risk of moisture-related failures.
As my final A-Level project, I designed and built a specialised dry box called SPOOL, which received an A* grade.
SPOOL is capable of housing two spools simultaneously, making it suitable for multi-colour printing or supplying multiple printers. The removable spool holders are designed to be filled with silica gel, increasing the system’s ability to absorb humidity.
At the core of the unit is an embedded microcontroller that continuously monitors internal temperature and humidity using multiple sensors. System status is communicated visually via a NeoPixel indicator, which changes colour depending on the operating state.
The enclosure also incorporates a PTC heater capable of reaching temperatures up to 100 °C, paired with an internal fan to ensure even air circulation around the spools. Two PTFE fittings at the base allow filament to exit without compromising the controlled internal environment. When connected to the printer via PTFE tubing, this creates a fully enclosed filament path from storage to extrusion, maintaining ideal conditions at all times.
By controlling both humidity and temperature, SPOOL ensures consistent material performance, improved print quality, and reduced risk of moisture-related failures.

WRITTEN BY OLIVER ROTHNER
Award-winning product designer and engineer.
Currently working as Project Manager at Pro2Pro whilst obtaining further qualifications.